Московский государственный технический университет имени Н.Э.Баумана
Кафедра «Технология машиностроения»
Спиридонов Олег Валерьевич
![]()
|
Московский государственный технический университет имени Н.Э.Баумана Кафедра «Технология машиностроения» Спиридонов Олег Валерьевич
|
|
|
Оформление технологической документации1. Виды и комплектность технологических документов1.1. Виды описания ТПСодержание разработанного технологического процесса записывают с различной степенью детализации описания. 1. Маршрутное описание – сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов. 2. Операционное описание – полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов 3. Маршрутно-операционное описание – сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах Выбор степени детализации определяется стадией разработки документов, типом производства и сложностью выпускаемых изделий. При разработке документации на технологические процессы, выполняемые на стадиях опытного образца (опытной партии) используют маршрутное и/или маршрутно-операционное описание. В мелкосерийном производстве применяют маршрутно-операционное описание. В серийном и массовом производствах используют операционное описание. 1.2. Виды технологических документовВ зависимости от назначения технологические документы подразделяют на основные и вспомогательные. К основным относят документы полностью и однозначно определяющие технологический процесс (операцию) изготовления или ремонта изделия (составных частей изделия). К вспомогательным относят документы, применяемые при разработке, внедрении и функционировании технологических процессов и операций, например карту заказа на проектирование технологической оснастки, акт внедрения технологического процесса и др. Основные технологические документы подразделяют на документы общего и специального назначения. К документам общего назначения относят технологические документы, применяемые в отдельности или в комплектах документов на технологические процессы (операции), независимо от применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например карту эскизов, технологическую инструкцию. К документам специального назначения относят документы, применяемые при описании технологических процессов и операций в зависимости от типа и вида производства и применяемых технологических методов изготовления, например маршрутную карту, карту технологического процесса, операционную карту и др. Виды основных технологических документов, их назначение и условное обозначение приведены в табл. 1. Таблица 1. Виды и назначение технологических документов.
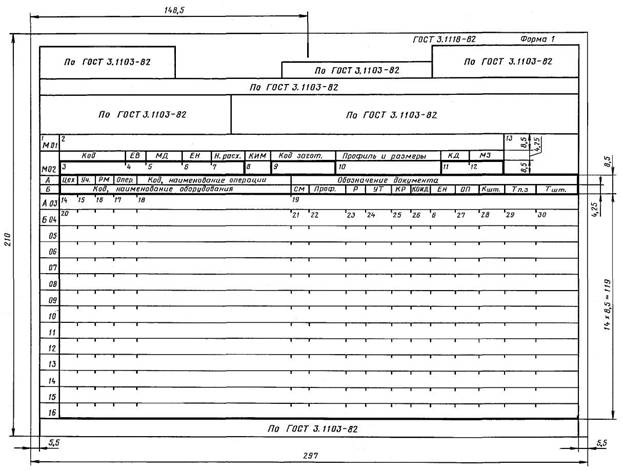
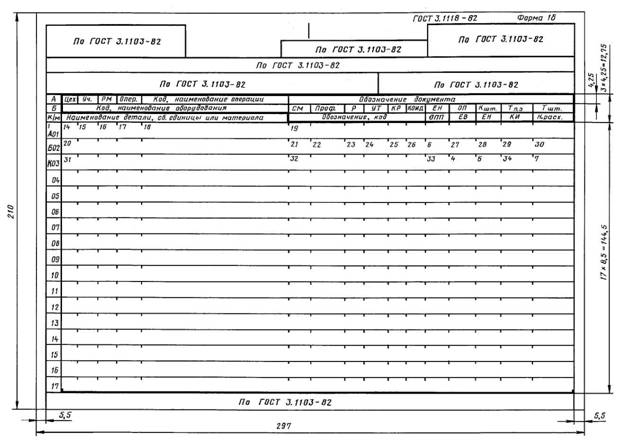
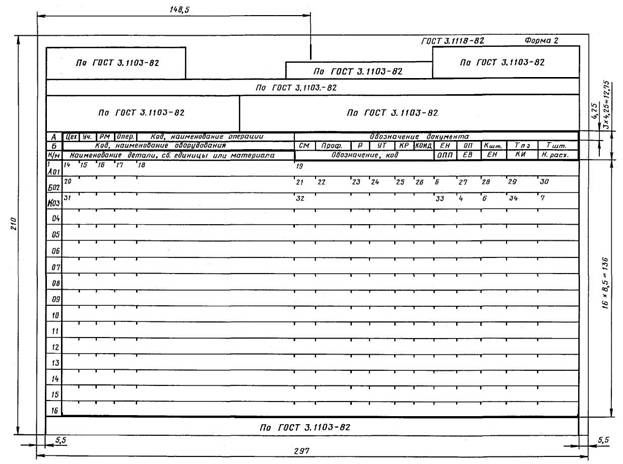
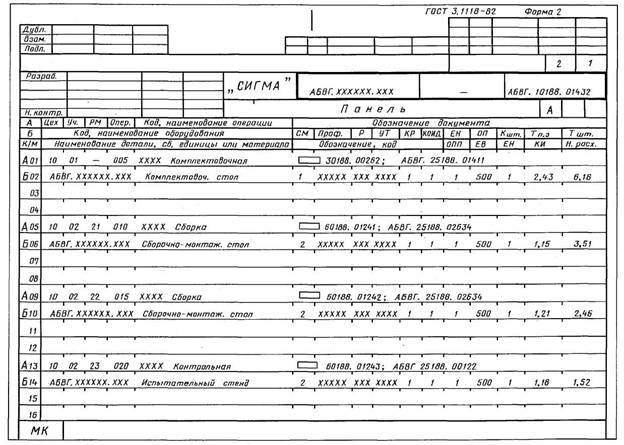
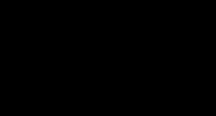
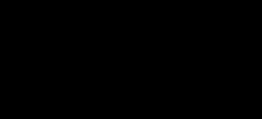
2.3. Комплектность технологических документовКомплектность технологических документов на единичные технологические процессы зависит от: типа производства, стадии разработки документов, степени детализации описания технологических процессов, применяемых технологических методов изготовления и ремонта изделий. Комплектность документов для каждого ТП устанавливается разработчиком документов применительно к конкретным условиям производства. Каждый комплект включает обязательные для оформления документы и документы, применяемые по усмотрению разработчика. В единичном и мелкосерийном производстве при маршрутном описании ТП обязательным документом является МК, по усмотрению разработчика могут быть разработаны также ТЛ, ВО, КК, КЭ. В тех случаях, когда для отдельных операций или всего ТП необходимо указать данные по режимам, применяемым материалам, их нормам расхода, в число обязательных документов включают КТИ. В единичном и мелкосерийном производстве при маршрутно-операционном описании ТП обязательным документом является КТП, по усмотрению разработчика могут быть разработаны также ТЛ, ВО, КК, КЭ. В тех случаях, когда операционное описание необходимо дать для технологических операций одного вида формообразования, обработки или сборки, вместо КТП следует использовать два документа: МК и ВОП. При этом МК используют как основной документ, где для большей части операций применено маршрутное описание В ВОП дается операционное описание отдельных операций. В МК при этом приводят ссылки на ВОП. Например, в ТП сборки для всех операций сборки применено маршрутное описание в МК, а для операций технического контроля – операционное в ВОП. Если операционное описание необходимо дать для разнородных технологических операций, вместо КТП следует использовать МК и ОК. При этом МК используют как основной документ, где для большей части операций принято маршрутное описание. Для остальных операции дается операционное описание в ОК. В МК при этом приводят ссылки на соответствующие ОК. Например, в ТП сборки, для операций, связанных с подготовкой к сварке и пайке, принято маршрутное описание в МК, а для операций сварки и пайки – операционное в ОК. Вместо КТП можно использовать МК и КТИ. При этом МК используют как основной документ, где для большей части операций принято маршрутное описание. Для отдельных операций используют операционное описание в КТИ. Этот вариант используют в тех случаях, когда для отдельных операций необходимо привести подробную информацию, которая не предусмотрена ОК, например, по наладке оборудования, применяемым материалам, их нормам расхода и т.п. В МК допускается применять операционное описание операций. В этом случае в КТИ могут указываться только данные по наладке оборудования, технологическим режимам и т.п. В среднесерийном и массовом производстве при операционном описании ТП обязательными документами являются МК и ОК, по усмотрению разработчика могут быть разработаны также ТЛ, ВО, КК, КЭ. МК выполняет роль сводного документа, содержащего данные в технологической последовательности по всем операциям ТП с указанием номеров цехов, участков, рабочих мест, операций, наименований операций, состава документов, используемых при выполнении операций, оборудования и трудозатрат. В соответствующей ОК описывается каждая операция с применением операционного описания В дополнение к МК и ОК в качестве обязательного документа можно использовать ВОП. МК при этом используют как сводный документ. В ВОП и в ОК выполняется операционное описание операций. Например, ТП обработки резанием, основные операции которого выполнены на ОК, а операции технического контроля – в ВОП. В качестве единственного обязательного документа можно использовать КТП, в котором для всех операций принято операционное описание. При этом допускается в состав комплекта документов включать ОК для описания операций другого метода. Например, ТП обработки резанием, описание операций которого выполнено на КТП, а описание операций технического контроля – на ОК. 2. Оформление текстовых технологических документов2.1.Оформление маршрутных картМаршрутную карту используют при любой форме описания ТП. При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, в котором описывают весь процесс в технологической последовательности выполнения операций. При операционном описании технологического процесса МК играет роль сводного документа, в котором указывают адресную информацию (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Формы и правила оформления МК приведены в ГОСТ 3.1118-82. Формы МК являются универсальными по составу информации, поэтому помимо своей основной функции выполнения роли МК, они могут выполнять и функции других видов документов, установленных ГОСТ 3.1102-81: · карты технологического процесса (КТП); · карты типового (группового) технологического процесса (КТТП); · операционной карты (ОК); · карты типовой (групповой) операции (КТО); · карты технологической информации (КТИ); · ведомости деталей (сборочных единиц) к типовому (групповому) технологическому процессу (операции) (ВТП, ВТО); · ведомости оснастки (ВО); · ведомости оборудования (ВОБ); · комплектовочной карты (КК) и др. Применение форм МК в качестве других видов документов указано в ряде государственных стандартов ЕСТД. Так, например, в ГОСТ 3.1407–86 указано о применении форм МК в качестве КТП, КТТП, ОК, КТО, КТИ, КТП (ВТО), КК; в ГОСТ 3.1402–84, ГОСТ 3.1403–85 и ГОСТ 3.1405–86 указано о применении форм МК в качестве КТП, КТТП, ОК, КТО, КТИ; в ГОСТ 3.1502–85 о применении форм МК в качестве КТП, КТТП, ОК и ведомости операций (ВОП); в ГОСТ 3.1507–84 о применении форм МК в качестве КТП, ОК и КТО; в ГОСТ3.1121–84 о применении форм МК в качестве КТТП, ВТП (ВТО); в ГОСТ 3.1122–84 о применении форм МК в качестве ВО и ВОБ; в ГОСТ 3.1404–86 о применении форм МК в качестве КТО; в ГОСТ 3.1123–84 о применении форм МК в качестве КК, ведомости специфицированных норм расхода материалов (ВСН) и ведомости удельных норм расхода материалов (ВУН). Во всех случаях применения форм МК в качестве другого вида документа в графе 28 блока Б6 основной надписи (ГОСТ 3.1103–82) через дробь указывают, в качестве какого вида документа применяют форму МК, например, МК/ОК, МК/КК, а в графе 4 блока Б1 основной надписи указывают обозначение этого вида документа по ГОСТ 3.1201-85. Формы МК, установленные стандартом, являются унифицированными, и их следует применять независимо от типа и характера производства и степени детализации описания технологических процессов. Выбор и установление области применения соответствующих форм МК зависят от разрабатываемых видов технологических процессов, специализированных по применяемым методам изготовления и ремонта изделий и их составных частей, назначения формы в составе комплекта документов и применяемых методов проектирования документов. Всего существует 6 основных видов форм МК. Для ТП изготовления деталей чаще всего применяют форму 1 (рис. 1) для первого листа и форму 1б (рис. 2) для последующих листов. Для ТП сборки изделий чаще всего применяют форму 2 (рис. 3) для первого листа и форму 1б (см. рис. 2) для последующих листов.
рис. 1. Бланк маршрутной карты для ТП изготовления деталей. Первый лист (форма 1)
рис. 2. Бланк маршрутной карты для ТП изготовления деталей. Последующие листы (форма 1б)
рис. 3. Бланк маршрутной карты для ТП сборки (форма 2) Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы определяют состав информации, размещаемой в графах данного типа строки МК (Таблица 1). Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов. Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки и выполняемые прописной буквой, например М01, А12 и т.д. Таблица 1. Содержание информации, вносимой в строки МК в формах 1, 1б, 2
Строки в МК должны располагаться в определенном порядке. Первый лист МК ТП изготовления детали начинается со строк М01 и М02, затем строки следуют в порядке А, Б. О, Т для каждой операции. На следующих листах МК ТП записывают только строки А, Б. О, Т. Для ТП сборки строки в МК строки следуют в таком порядке: А, Б, К, М, О, Т. При операционном описании ТП и использовании МК как сводного документа, заполняют только строки А и Б. Для внесения изменений следует оставлять одну-две пустые строки между строками с разными служебными символами. В строках О можно оставлять пустые строки перед описанием содержания каждого перехода. Строки могут быть разделены на графы. Размеры граф установлены ГОСТ 3.1118–82. Графы форм следует заполнять в соответствии с Таблица 2. Таблица 2. Содержание граф строк МК в формах 1, 1б, 2 (см. рис. 1, рис. 2, рис. 3)
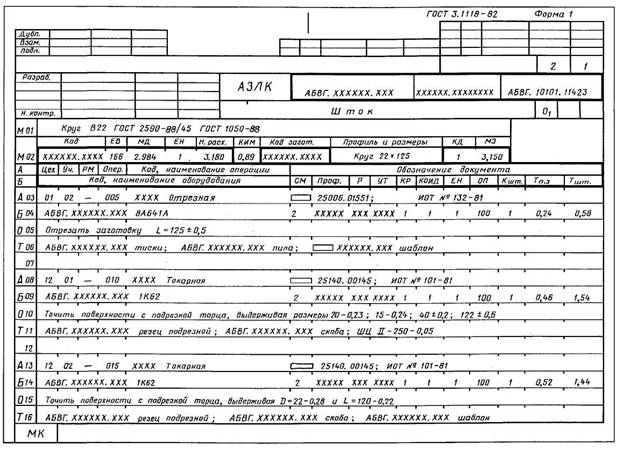
В строку Т заносят информацию о применяемой при выполнении операции технологической оснастке. При этом следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки. Информацию по применяемой на операции технологической оснастке записывают в следующей последовательности: · приспособления; · вспомогательный инструмент; · режущий инструмент; · слесарно-монтажный инструмент; · специальный инструмент, применяемый при выполнении специфических технологических процессов (операций), например при сварке, штамповке и т.п.; · средства измерения. Запись следует выполнять по всей длине строки, без разделения на графы. При необходимости запись переносят на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через точку с запятой «;». В случае не применения какой-либо технологической оснастки, записывают оснастку, следующую по порядку очередности. В строку О, без разделения на графы, записывают содержание операции (перехода). Запись следует выполнять по всей длине строки; при необходимости, следует перенести информацию на последующие строки. Порядок записи содержания операции (перехода) описан в разделе 4. При использовании МК для операционного описания ТП следует вводить строку со служебным символом Р, в которой указывают технологические режимы. При описании переходов строка Р следует за строкой Р. Допускается также информацию о технологических режимах вносить в строку О сразу после описания перехода, например, «Подрезать торец 1. s = 0,1 мм/об; t = 0,5 мм; i – 2; n = 1000 об/мин». Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки резанием приведен на рис. 4
рис. 4. МК ТП обработки резанием (маршрутное описание) Пример оформления маршрутной карты на единичный технологический процесс (операционного описания) сборки приведен на рис. 5.
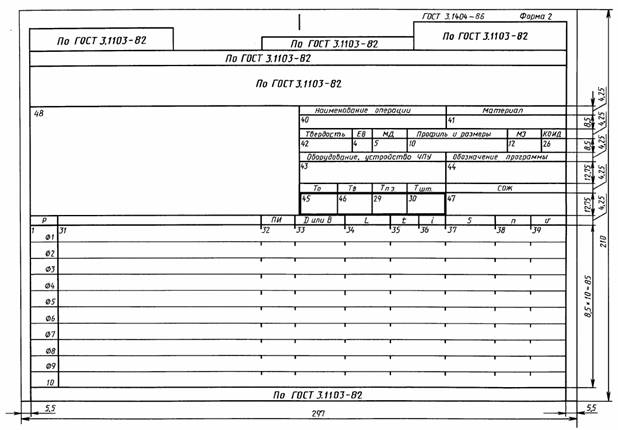
рис. 5. МК ТП сборки (операционное описание) 2.2. Оформление операционных картОперационную карту (ОК) используют при операционной форме описания ТП. Для каждой операции оформляют отдельная ОК. ОК для операций с использованием разных технологических методов имеют разные формы и оформляют их несколько по-разному. Формы и правила оформления ОК для операций обработки резанием приведены в ГОСТ 3.1404–86. Существует 2 основных вида форм ОК: форма 2 с полем для размещения графической информации (рис. 6) и форма 3 – без такого поля (рис. 7). Обе эти формы используют для первого (заглавного) листа. Для последующих листов используют форму 2а (рис. 8).
рис. 6. Бланк операционной карты для операций обработки резанием с полем для графической информации. Первый лист (форма 2)
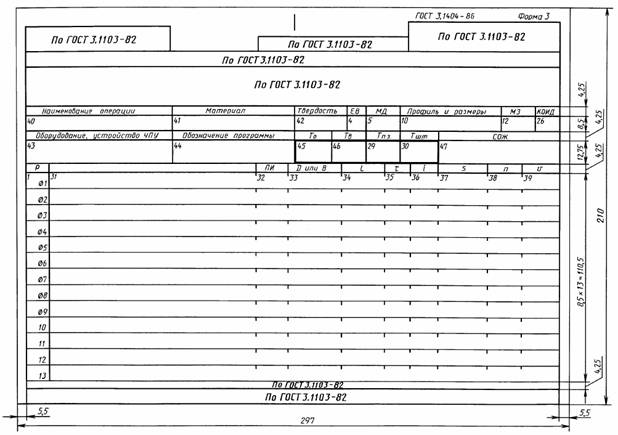
рис. 7. Бланк операционной карты для операций обработки резанием без поля для графической информации. Первый лист (форма 3)
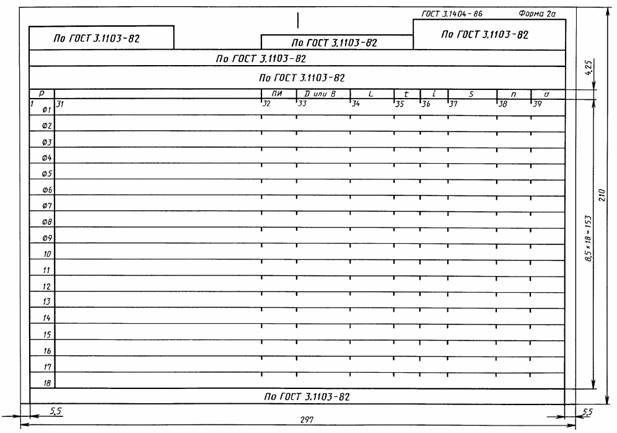
рис. 8. Бланк операционной карты для операций обработки резанием. Последующие листы (форма 2а) Для изложения технологической операции в ОК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. В ОК используют служебные символы О, Т, Р. В строку О, без разделения на графы, записывают содержание перехода. Запись следует выполнять по всей длине строки; при необходимости, следует перенести информацию на последующие строки. Порядок записи содержания перехода описан в разделе 4. В строку Т заносят информацию о применяемой при выполнении операции технологической оснастке. Порядок заполнения строки Т такой же, как и при оформлении МК. В целях разделения информации по группам технологической оснастки и поиска необходимой информации допускается перед указанием состава применять условное обозначение их видов: · приспособления – ПР; · вспомогательный инструмент – ВИ; · режущий инструмент – РИ; · средства измерений – СИ. Например, СИ. АБВГ.ХХХХХХ.ХХХ Пробка; АБВГ.ХХХХХХ.ХХХ Шаблон. В строку Р заносят информацию о технологических режимах. Строка Р разделена на графы. ОК разделена на графы. Размеры граф установлены ГОСТ 3.1404–86. Графы форм ОК следует заполнять в соответствии с Таблица 3. Таблица 3. Содержание граф ОК в формах 2, 3, 2а (см. рис. 6, рис. 7, рис. 8)
Пример оформления ОК на операцию, выполняемую на станке с ЧПУ, приведен на рис. 9.
рис. 9. ОК на операцию, выполняемую на станке с ЧПУ ОК на операции, специализированные по методам сборки (включая сварку, пайку, клепку, монтаж, склеивание, обмотку и изолирование, а также промывку, пропитку, сушку, настройку, регулировку, выполнение слесарных и прочих операций), оформляют только в серийном и массовом производствах. В условиях единичного и мелкосерийного производства для операционного описания используют бланк МК. Формы и правила оформления ОК для операций сборки приведены в ГОСТ 3.1407–86. Существует несколько видов форм ОК для операций сборки. Чаще всего используют форму 1 для первого (заглавного) листа (рис. 10) и форму 1а для последующих листов (рис. 11).
рис. 10. Бланк операционной карты для операций сборки. Первый лист (форма 1)
рис. 11. Бланк операционной карты для операций сборки. Последующие листы (форма 1а) В формах ОК для операций сборки допускается оставлять зоны для графических иллюстраций (технологических эскизов), аналогично формам ОК для операций обработки резанием (см. рис. 6). Порядок заполнения строк и граф ОК операций сборки аналогичен операциям обработки резанием. В ОК операций сборки используют строки со служебными символами К, М, О, Т, Р. Размеры граф установлены ГОСТ 3.1407–86. Содержание граф форм ОК представлено в Таблица 4. Таблица 4. Содержание граф ОК в формах 2, 3, 2а (см. рис. 10, рис. 11)
В строки К/М информацию обычно заносят по графам (см. Таблица 4). Допускается записывать информацию по всей длине строки с возможностью переноса информации на последующие строки и указывать номер позиции перед наименованием деталей, сборочных единиц, материалов. Для операций сварки и пайки, допускается дополнительно указывать после наименования деталей, сборочных единиц марку и толщину материала, а в графах, предусматривающих внесение информации по основным и вспомогательным материалам, следует указывать данные о материалах для сварки и пайки, включая присадочный материал, припои, газы, флюсы и т. п. В строку О, без разделения на графы, записывают содержание перехода. Запись следует выполнять по всей длине строки; при необходимости, следует перенести информацию на последующие строки. Порядок записи содержания перехода описан в разделе 4. В содержание основных переходов допускается включать данные по технологическим режимам, для которых типовые блоки технологических режимов не разработаны (например, склеивание, пропитка, сушка, настройка и т. п.) и размеры сварных или паяных соединений (не приведенные на КЭ), например длину сварного шва, толщину и ширину паяного шва и т. п. В строку Т заносят информацию о применяемой при выполнении операции технологической оснастке в следующей последовательности: стапели, приспособления, вспомогательный инструмент, слесарный и слесарно-монтажный инструмент, режущий инструмент, специальный инструмент, средства измерений. Допускается выполнять раздельную запись информации по видам технологической оснастки с применением условных обозначений ее видов: · стапели – СТ, · приспособления – ПР, · вспомогательный инструмент – ВИ, · слесарный и слесарно-монтажный инструмент – СЛ, · режущий инструмент – РИ, · специальный инструмент – СП, · средства измерений – СИ. Допускается выполнять на каждой строке запись наименования одного вида технологической оснастки. В целях исключения дублирования информации, данные по общей технологической оснастке, применяемой на всей операции, следует указывать после описания содержания первого перехода. При записи информации по технологической оснастке, применяемой для сварки и пайки, допускается указывать дополнительную информацию, например материал и размеры электродов для контактной сварки, размеры канавок для формирования сварного шва, диаметр сопла, номер мундштука для газовой горелки и т. п. В строку Р заносят информацию о технологических режимах. Содержание строки определяется в зависимости от особенностей используемого метода сборки. При описании операций сварки и пайки следует применять типовые блоки режимов, указанные в ГОСТ 3.1407–86. Для операций с использованием других технологических методов сборки порядок записи технологических режимов не регламентирован. Примеры оформления ОК на слесарную и сборочную операции приведены на рис. 12 и рис. 13.
рис. 12. ОК на слесарную операцию
рис. 13. ОК на сборочную операцию 3. Оформление технологических эскизовТехнологический эскиз является документом, который заменяет рабочему, выполняющему технологическую операцию, рабочий чертеж детали, а также поясняет содержание выполняемой операции. Технологические эскизы оформляют на картах эскизов (КЭ). Эскизы могут выполняться также в соответствующих зонах форм операционных карт (ОК). При применении форм МК для разработки технологических процессов при производстве опытного образца (опытной партии) допускается выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установов непосредственно на поле документа, взамен КЭ. В этом случае всем строкам, занятым графическим изображением, будет присваиваться служебный символ О. В курсовом и дипломном проектировании технологические эскизы могут оформляться на чистых листах формата А4 в пояснительной записке или на форматах А1 в графической части проекта. 3.1. Оформление карты эскизовКЭ применяют для оформления графических иллюстраций, таблиц к технологическим документам и выполняют на форматах по ГОСТ 2.301. Формы и правила оформления КЭ определяются ГОСТ 3.1105-84 и ГОСТ 3.1128-93. Для разработки КЭ следует применять следующие формы: · 6 и 6а — для формата А4 с вертикальным расположением поля подшивки; · 7 и 7а — для формата А4 с горизонтальным расположением поля подшивки; · 8 и 8а — для формата A3. Указанные формы КЭ приведены на рис. 14.
рис. 14. Формы карты эскизов
Допускается применять для КЭ другие форматы по ГОСТ 2.301, проставляя на ней следующий по порядку номер формы. Основные надписи КЭ оформляют в соответствии с ГОСТ 3.1103-82. При разработке КЭ графу 3 основной надписи не заполняют. При разработке одной КЭ к нескольким операциям графы 8 –11 основной надписи не заполняют, а номера операций в этом случае проставляют при одном общем эскизе к нескольким операциям – под основной надписью, а при нескольких эскизах – над каждым эскизом. При выполнении эскизов необходимо руководствоваться следующими общими требованиями. Изображения заготовок (деталей, сборочных единиц и т. п.) должны быть представлены в их рабочем положении. На главной проекции заготовка должна быть показана в положении, которое она имеет, если на нее смотреть со стороны рабочего места у станка. Изображения изделий и их составных частей допускается выполнять без соблюдения масштаба, но с примерным выдерживанием пропорций (графических элементов, составных частей и т. п.). Изображение изделия (его составной части) на КЭ следует располагать таким образом, чтобы можно было комплексно разместить следующую информацию: · размеры и их предельные отклонения; · обозначение шероховатости; · обозначения опор, зажимов и установочных устройств; · допуски формы и расположения поверхностей; · таблицы и технические требования к эскизам (при необходимости); · обозначения позиций составных частей изделия (для процессов и операций сборки, разборки). При выполнении изображений изделий и их составных частей следует указывать соответствующие их виды, разрезы и сечения. Количество видов, разрезов и сечений устанавливает технолог. Наносить размеры и их предельные отклонения необходимо с учетом следующих особенностей: · предельные отклонения линейных размеров указывают только в виде числовых значений (рис. 15, а); · вместо конусности и уклонов, указанных в конструкторских документах, на эскизах следует указывать их угловые размеры и предельные отклонения в виде числовых значений (рис. 15, б); · размеры фасок и радиусов в основном следует приводить без указания предельных отклонений (рис. 15, в); · при указании справочных размеров достаточно на эскизе отметить их знаком «*» без приведения текстовой записи «Размеры (размер) для справок (справки)».
рис. 15. Размеры и их предельные отклонения на технологических эскизах Для удобства записи в текстовых технологических документах (МК, ОК, КТП и др.) информации о размерах и предельных отклонениях на КЭ рекомендуется все размеры, а также конструктивные элементы обрабатываемых поверхностей условно нумеровать арабскими цифрами. Порядковый номер размера или конструктивного элемента обрабатываемой поверхности в данном случае следует проставлять в окружности диаметром 6–8 мм и соединять с размерной или выносной линией (рис. 16). Простановку номеров целесообразно выполнять по часовой стрелке, начиная с левой верхней части эскиза.
рис. 16. Условное обозначение размеров на эскизе Таким образом, например, при описании операции по изготовлению детали, изображенной на рис. 16, вместо записи «выдерживая размер 95 ± 0,3» можно будет записать «выдерживая размер 4». При выполнении в одном документе нескольких эскизов к разным операциям одного технологического процесса допускается сквозная нумерация размеров или конструктивных элементов. Для сложных криволинейных поверхностей, имеющих множество размеров, которые должны быть обеспечены применением средств технологического оснащения (станки с ЧПУ, копиры и т. п.), следует приводить условное обозначение их поверхности, аналогичное условному обозначению размеров, но с использованием выносной линии со стрелкой (поверхность 2 на рис. 17). В этом случае на эскизе показывают только основные базовые размеры.
рис. 17. Условное обозначение сложных криволинейных поверхностей Для отверстий рекомендуется применять упрощенное нанесение размеров отверстия (рис. 18).
рис. 18. Упрощенное нанесение размеров отверстия На эскизах к операциям обработки резанием, давлением и т. п. поверхности деталей, подлежащих обработке, следует выделять линиями толщиной 2s по ГОСТ 2.303–68. Обозначения шероховатости поверхности на эскизах следует выполнять в соответствии с требованиями, указанными в конструкторских документах и ГОСТ 2.309-73. Если технолог устанавливает более жесткие требования к шероховатости, следует указывать именно эти требования. Для сокращения обозначений шероховатости, одинаковой для большинства поверхностей, необходимо указать его в правом верхнем углу эскиза вместе с условным обозначением. Все поверхности, на которые не нанесены обозначение шероховатости или знак, должны иметь шероховатость, указанную перед условным обозначением. При применении сечений, разрезов на одном эскизе или применении эскиза (эскизов) на группу операций обозначение шероховатости для одних и тех же поверхностей следует указывать только один раз. Дублирование указанной информации не допускается. Для сокращения записи текстовой информации, связанной с записью переходов на установку и крепление заготовки, следует указывать на эскизах обозначения опор, зажимов и установочных устройств в соответствии с ГОСТ 3.1107–81. Например, эскиз технологической операции (рис. 19) позволяет не включать в текст описания операции запись вспомогательных переходов: «1. Установить и закрепить на поверхности 1 поводковый хомутик. 2. Установить заготовку с поводковым хомутиком в центрах (в передней бабке – неподвижный центр, в задней бабке – вращающийся центр) и поджать задней бабкой. 3. Установить заготовку по поверхности 2 в подвижный люнет и закрепить». рис. 19. Условное обозначение установочных устройств на эскизе Подробная информация об обозначениях опор, зажимов и установочных устройств приведена в параграфе 3.4. Указывать в эскизах допуски формы и расположения поверхностей следует на основании требований конструкторских документов и ГОСТ 2.308–79. Если технолог устанавливает более жесткие требования и/или дополнительные требования, следует указывать эти требования. При применении сечений, разрезов на одном эскизе на группу операций указание о формах и расположении поверхностей для одних и тех же поверхностей следует приводить только один раз. Дублирование указанной информации не допускается. При необходимости на КЭ можно помещать таблицы и соответствующие технические требования. Таблицы следует выполнять от нижней части зоны документа. Нанесение разделительных линий строк не носит обязательного характера. Таблицы необходимо помещать при разработке типовых или групповых операций, имеющих общий эскиз детали, не привязанный к соответствующим обозначениям детали и их размерам, предусмотренным в конструкторских документах (рис. 20).
рис. 20. Таблица на эскизе для типовой операции Технические требования к выполнению изделий (заготовок, деталей, сборочных единиц и др.), а также к операциям и процессам следует располагать в правой или нижней части КЭ. При наличии таблиц технические требования следует располагать над ними. Допускается технические требования указывать на последующих листах форм КЭ. Содержание технических требований к выполнению изделий должно соответствовать аналогичным требованиям, приведенным на чертежах, или должно быть установлено непосредственно технологом. В целях исключения дублирования текстовой информации на карте эскизов и в документах, в которых описаны выполняемые действия (ОК, КТП и т. п.) в КЭ взамен обозначения и наименования составных частей изделия, материалов и т. п. следует указывать только номера их позиций. Позиции следует оформлять с применением выносной линии и полки. Нумерацию позиций следует выполнять произвольно для каждого эскиза от 1 до n с возрастанием в направлении по часовой стрелке, начиная сверху. Допускается в эскизах применять нумерацию позиций в соответствии со сборочным чертежом. Все графические изображения для процессов сборки должны быть выполнены в рабочем положении изделий (их составных частей), так, как это зафиксировано при описании операций. Для графических изображений разборных и неразборных соединений не следует применять линии толщиной 2s, за исключением границ сопряжений деталей для операций пайки и склеивания. При выполнении эскизов к процессам (операциям) нанесения покрытий, термической и других видов обработки не следует приводить данные о покрытиях или показателей свойств материалов, получаемых в результате обработки, если они указаны в текстовых документах (МК, ОК, КТП и др.). В этом случае указывают место покрытия (обработки и т. п.) с обведением обрабатываемых поверхностей линиями толщиной 2s (рис. 21). Если все необходимые данные в ОК, КТП и т. п. не указаны, то их следует указать на КЭ.
рис. 21. Указание на эскизе покрытий, термической и других видов обработки При разработке эскизов на процессы (операции) сварки, пайки, клепки и т. п. не допускается указывать обозначения соответствующих стандартов на соединения или ссылки на них, например обозначения стандартов на типы и конструктивные элементы швов сварных соединений. Вместо этого приводят графическое изображение с указанием вида соединения (швов, паек и т. п.), размеров конструктивных элементов согласно требованиям стандарта (рис. 22).
рис. 22. Изображение шва на эскизе При необходимости на эскизах допускается применять обозначения видов соединений в сокращенном варианте с целью исключить дублирование информации в документах, в которых описывают операцию, в отличие от соответствующих обозначений, предусмотренных стандартами ЕСКД. На эскизе сварного соединения цифрами указывают последовательность наложения сварных швов, а стрелками – направление ведения сварки. Приводить в КЭ информацию о расположении мест маркирования и клеймения изделий следует согласно требованиям ГОСТ 2.314–68 и рис. 23.
рис. 23. Указание мест маркирования и клеймения на эскизах (а – при маркировании, б – при клеймении) Оформление графических изображений к установам и позициям необходимо выполнять с соблюдением следующих требований. Для обозначения установов следует применять прописные буквы русского алфавита, а для обозначения позиций – арабские цифры натурального ряда, например «Установ А»; «Позиция 3». Допускается для записи установов и позиций применять соответствующие сокращения, например «Уст. Г»; «Поз. 2» и т. д. Графические изображения к установам и к позициям следует выполнять на соответствующих формах КЭ или в формах документов с текстом, разбитым на графы, где предусмотрены соответствующие зоны для указания графических изображений. При выполнении графических изображений к установам следует указывать в каждом случае рабочее положение обрабатываемой детали (заготовки) относительно исполнителя (рабочего) с приведением соответствующих данных (рис. 24).
рис. 24. Эскиз операции с двумя установами Допускается в установах приводить графические изображения вспомогательного и режущего инструментов. При выполнении графических изображений к позициям следует для каждого случая указывать рабочее положение заготовки с учетом состояния обрабатываемых поверхностей (размеров и т. п.) и применяемых вспомогательных и режущих инструментов. Допускается условные графические обозначения опор, зажимов и установочных устройств приводить только на графическом изображении к 1-й позиции. Примеры оформления КЭ приведены на рис. 25 и рис. 26.
рис. 25. Пример оформления КЭ на операцию обработки резанием
рис. 26. Пример оформления КЭ на операцию сборки 3.2. Особенности оформления технологических эскизов в дипломном проектеТехнологические эскизы (ТЭ) в дипломном проекте являются иллюстративным материалом к разработанному технологическому процессу и показывают понимание студентом содержания и структуры спроектированных технологических операций. В дипломном проекте используют два вида технологических эскизов: маршрутные и операционные. Первые оформляют для всего технологического процесса; вторые – для отдельных технологических операций. ТЭ оформляют как на ТП изготовления деталей, так и на ТП сборки изделий и сборочных единиц. Оформление маршрутных эскизов Маршрутные эскизы оформляют для всех операций разработанного ТП. На каждую операцию оформляют отдельный эскиз. При оформлении технологических эскизов на отдельных листах формата А4 в пояснительной записке допускается не помещать эскизы на операции, в которых не происходит изменение размеров и шероховатости поверхностей заготовки. Например, можно не помещать ТЭ на моечные, упаковочные операции, операции термической обработки, маркировки и т.п. Также допускается не оформлять ТЭ на операции слесарной обработки, связанные с удалением заусенцев, очисткой и т.п. При оформлении ТЭ в демонстрационной части проекта на листах формата А1 для таких операций указывают только номер, название и используемое технологическое оборудование. Маршрутный ТЭ содержит текстовую и графическую части (рис. 27).
рис. 27. Маршрутные технологические эскизы: а) операция обработки резанием; б) операция сборки В текстовой части указывают номер и наименование операции, а также используемые средства технологического оснащения. Номер и наименование операции указывают по разработанному ТП. Например, «020. Вертикально-фрезерная». Для технологического оборудования указывают наименование и модель, например «Станок вертикально-фрезерный. 6Т13». Для импортного оборудования в скобках указывают фирму и страну-изготовитель. Например, «Станок токарно-винторезный станок SPF-1000PH (фирма PROMA, Чехия)». При использовании в операции нестандартного оборудования указывают только наименование оборудования. Содержание графической части эскиза определяется видом операции (обработка резанием, сборка, нанесение покрытий и др.). Для операций обработки резанием в графической части эскиза приводят изображение заготовки в том виде, какой она получит после выполнения операции. При необходимости приводят виды, разрезы и сечения, которые позволяют показать все обрабатываемые поверхности. При выполнении операции в несколько установов приводят изображение для каждого установа. Над каждым изображением указывают номер установа, например, «Установ А». Графические изображения к позициям операции следует выполнять только в том случае, если это необходимо для показа всех поверхностей, обрабатываемых в данной операции. Допускается упрощенное изображение заготовки без прорисовывания конструктивных элементов, не относящихся к выполняемой операции. Заготовка может быть отображена в произвольном масштабе с соблюдением пропорций ее конструктивных элементов. Допускается использовать разрывы (рис. 28).
рис. 28. Изображение заготовки на ТЭ Заготовка на ТЭ должна быть представлена в рабочем положении, то есть в положении, которое она имеет, если смотреть на нее со стороны рабочего места у станка. В исключительных случаях допускается показывать заготовку в другом положении. При этом над изображением должна быть приведена поясняющая надпись, например, «Повернуто на 90°». С использованием условных изображений опор, зажимов и установочных устройств показывают базирование и закрепление заготовки (см. рис. 27, рис. 28). Обрабатываемые поверхности заготовки выделяют линией толщиной 2s, кроме того, при оформлении ТЭ в демонстрационной части проекта на листах формата А1 рекомендуется использовать линии красного цвета. Необрабатываемые поверхности заготовки отображают линиями толщиной 0,5s. Для всех обрабатываемых поверхностей проставляют линейные и угловые размеры, обеспечивающиеся на данной операции, и их предельные отклонения, обеспечивающиеся на данной операции. Для предельных отклонений указывают численное значение. Допускается после указания численного значения в скобках указать квалитет точности. Например, «Æ 40+0,062 (Н9)» Не следует указывать предельные отклонения размеров для фасок, радиусов сопряжений, канавок для выхода инструмента при шлифовании или нарезке резьбы. Допуски формы и расположения обрабатываемых поверхностей указывают, если эти требования предусмотрены конструкторской документацией. В остальных случаях допуски формы и расположения указывают при необходимости обеспечения их на данной операции. Как справочные, допускается указывать размеры, не обеспечиваемые на данной операции, но характеризующие обрабатываемые поверхности. Например, можно указать длину цилиндрической поверхности при точении (рис. 29) или диаметр при подрезке торца. Также как справочные можно указывать габаритные размеры заготовки.
рис. 29. Простановка размеров на ТЭ Для всех обрабатываемых поверхностей указывают шероховатость, обеспечиваемую на данной операции. Размеры, предельные отклонения, требования точности формы и расположения, шероховатость указывают в соответствии с требованиями ЕСКД. Для операций сборки в графической части эскиза приводят изображение сборочной единицы в том виде, который она приобретет после выполнения операции (присоединения всех присоединяемых деталей и сборочных единиц). При необходимости приводят виды, разрезы и сечения, которые позволяют показать все присоединяемые детали и поверхности их сопряжения. Допускается упрощенное изображение сборочной единицы без прорисовывания деталей и конструктивных элементов, не относящихся к выполняемой операции. Громоздкие изображения корпусов, оснований и т. п. следует показывать с применением обрывов (рис. 30).
рис. 30. Изображение громоздких деталей с использованием обрывов Для всех деталей, собираемых на данной операции, проставляют позиции в соответствии со сборочным чертежом. Сборочная единица на ТЭ должна быть представлена в рабочем положении, то есть в положении, которое она имеет, если смотреть на нее со стороны рабочего. В исключительных случаях допускается показывать сборочную единицу в другом положении. При этом над изображением должна быть приведена поясняющая надпись, например, «Повернуто на 90°». С использованием условных изображений опор, зажимов и установочных устройств показывают базирование и закрепление базового элемента сборочной единицы. При использовании изображений с обрывами допускается базирование и закрепление базового элемента не показывать. Поверхности сопряжения собираемых деталей выделяют линией толщиной 2s; при оформлении ТЭ в демонстрационной части проекта на листах формата А1 рекомендуется использовать линии синего цвета. Несопрягаемые поверхности деталей отображают линиями толщиной 0,5s. На эскизе указывают все обеспечиваемые посадки, параметры резьбовых соединений, линейные и угловые размеры, обеспечиваемые при сборке. Для линейных и угловых размеров указывают численные значения предельных отклонений, обеспечиваемые на данной операции. Как справочные, допускается указывать размеры, не обеспечиваемые на данной операции, но характеризующие операцию (например, габаритные размеры собираемых деталей). Оформление операционных эскизов Операционные эскизы оформляют для отдельных операций разработанного ТП. На каждый технологический переход операции оформляется отдельный эскиз. Допускается несколько переходов отображать на одном эскизе. Допускается оформлять эскизы не для всех переходов операции. Операционный эскиз содержит текстовую, графическую и табличную части (рис. 31).
рис. 31. Операционный ТЭ для операции обработки резанием В текстовой части указывают номер и наименование операции, номер или номера переходов, а также используемые средства технологического оснащения. Номер и наименование операции, номера переходов указывают по разработанному ТП. Например, «015. Токарно-винторезная. Переход 1» или «015. Токарно-винторезная. Переход 1, 2, 4». Если на одном эскизе отображены все переходы операции, их номера в текстовой части можно не указывать. Технологическое оборудование указывают так же, как и в маршрутном эскизе. Для технологической оснастки (приспособлений) указывают наименование, модель и номер стандарта, например «Тиски станочные поворотные. А-125 7200-3210. ГОСТ 16518-96». При отсутствии государственного стандарта, указывают другой нормативный документ, которым регламентируется приспособление, например, ОСТ или ТУ. Для импортных приспособлений в скобках указывают фирму и страну-изготовитель. Например, «Машинные универсальные тиски с поворотным основанием SS-125. (фирма PROMA, Чехия)». При использовании специальной технологической оснастки указывают наименование приспособления с добавление слова «специальное» и номер чертежа, по которому она изготавливается. Например, «Тиски специальные. ДП 10.001.00». Допускается использовать обобщенный термин «приспособление». Например, «Приспособление специальное. ДП 10.002.00». Для инструмента указывают наименование, основные характеристики (диаметр, число зубьев, сечение державки и т.п.), материал режущей части и номер стандарта. Например, «Фреза торцевая насадная 80´32´45 мм, Z=16, Р6М5, цельная. ГОСТ 9304–69» или «Резец проходной упорный прямой 32х20 Т5К10 ГОСТ 18879-73». Для слесарно-сборочного инструмента указывают наименование, основные характеристики и номер стандарта. Например, «Напильник квадратный 250 мм №2 ГОСТ 1465-80», «Ключ С2 Ц15ХР ГОСТ 2839-80 (14Х17)» или «Отвертка 3А2 Ц15ХР ГОСТ 17199-88 (L=190)». Для абразивного инструмента указывают маркировку шлифовального круга (головки, бруска и т.п.). Например, «Круг шлифовальный 1 200´20´32 25А 40 СМ1 5 К6 А 50 м/с ГОСТ 2424-83». При использовании нестандартного инструмента указывают только его наименование. Например, «Резец специальный». Содержание графической части эскиза определяется видом операции (обработка резанием, сборка, нанесение покрытий и др.). Для операций обработки резанием в графической части операционного эскиза приводят изображение заготовки, инструмента и элементов приспособления. Изображение заготовки приводят в том виде, какой она получит после выполнения показываемого технологического перехода (переходов). При многоместной обработке изображают все одновременно обрабатываемые заготовки. При необходимости приводят виды, разрезы и сечения, которые позволяют показать схему установки заготовки, обрабатываемые поверхности и их параметры (размеры, точность, шероховатость). При отображении нескольких переходов на одном ТЭ следует нумеровать обрабатываемые поверхности в соответствии с номерами выполняемых переходов. Номер следует проставлять в окружности выносной линии, подведенной к поверхности (см. рис. 31).
рис. 32. Использование вырывов для изображения переходов Заготовка может быть отображена в произвольном масштабе с соблюдением пропорций ее конструктивных элементов. Допускается использовать разрывы (см. рис. 28). Заготовка должна быть представлена в рабочем положении, то есть в положении, которое она имеет, если смотреть на нее со стороны рабочего места у станка. В исключительных случаях допускается показывать заготовку в другом положении. При этом над изображением должна быть приведена поясняющая надпись, например, «Повернуто на 90°». Так же, как на маршрутном эскизе, выделяют поверхности, обрабатываемые в данных технологических переходах, и для них указывают размеры, предельные отклонения, требования точности формы и расположения, шероховатость. На операционном эскизе изображают инструмент и элементы его крепления (фрагменты резцедержателя, шпинделя, оправки и т.п.). Для операций, выполняемых перехода на станках с ручным управлением и станках-автоматах, инструмент показывается в конечном рабочем положении. При выполнении перехода в несколько рабочих ходов, инструмент изображают в конечном положении последнего рабочего хода. Для операций, выполняемых на станках с ЧПУ, инструмент следует изображать в положении смены инструмента (точка «0»), при этом должны быть приведены координаты этой точки в системе координат станка. Инструмент и элементы его крепления изображают линиями толщиной s. Допускается инструмент и элементы его крепления показывать упрощенно (рис. 33). Так же как и заготовка, инструмент может быть отображен в произвольном масштабе, но с соблюдением пропорций его конструктивных элементов и пропорционально относительно размеров заготовки.
рис. 33. Изображение инструментов на операционных эскизах: а) – подрезной резец; б) – проходной прямой резец; в) – канавочный резец; г) – расточной подрезной резец; д) – круг шлифовальный прямого профиля; е) – головка шлифовальная; ж) – фреза торцовая; з) – фреза концевая; и) – фреза дисковая трехсторонняя; к) – сверло, л) – зенкер; м) – развертка; н) – резец строгальный. Стрелками показывают движение резания и движения подачи. Вращательное движение показывают дуговой стрелкой. Направление стрелки может быть не связано с направлением вращения инструмента или заготовки (левое или правое). Прямолинейное движение – прямой сплошной стрелкой. Стрелка направлена по направлению движения заготовки или инструмента. Прерывистое движение (прямолинейное или вращательное) показывают ступенчатой стрелкой (прямой или дуговой). Возвратно-поступательное движение показывают двумя стрелками, направленными в разные стороны (Таблица 5). Таблица 5. Обозначение движений на технологических эскизах
Для операций на станках с ЧПУ вместо стрелок, показывающих движения подачи, следует изображать траекторию движения инструмента. За начало траектории принимают точку положения смены инструмента, в котором данный инструмент заменил предыдущий. Конец траектории – положение, в котором данный инструмент будет заменен следующим. На всех траекториях – от первого до последнего инструмента – следует выполнять сквозную нумерацию опорных точек траектории (точки, в которых происходит изменение направления движения и/или режимов обработки). Траекторию перемещения инструмента можно изображать вдоль обрабатываемого контура заготовки или рядом с ней. Рядом с траекториями перемещения указывают направления координатной системы станка. Перемещения с рабочей подачей показывают сплошными линиями, ускоренные перемещения – пунктирными (рис. 34).
рис. 34. Изображение движений при выполнении операций на станке с ЧПУ Рядом со стрелками, указывающими рабочие движения, отображают обозначение движения. Движение резания обозначают Dr, движение подачи – Ds. При наличии нескольких движений подачи к обозначению подачи добавляют сокращенное наименование подачи, например, Ds прод. Рекомендуемые сокращения приведены в Таблица 6. Таблица 6. Рекомендуемые сокращение, применяемые при обозначениях движений подачи
На эскизе изображают установочные элементы приспособлений: опоры постоянные, регулируемые и подводимые; пластины опорные; пальцы цилиндрические и срезанные; кулачки; оправки; губки тисков, призмы и др. Также изображают зажимные элементы приспособлений: прихваты, шайбы, гайки, кулачки, губки. При условии использования изображают элементы приспособлений для направления и настройки инструмента (например, втулки кондукторные, установы высотные и угловые и др.). Элементы приспособлений изображают линиями толщиной s. Допускается упрощенное изображение (Таблица 13). Так же как и инструмент, элементы приспособлений изображают с соблюдением пропорций относительно размеров заготовки. Для операций сборки в графической части операционного эскиза приводят изображение сборочной единицы в том виде, какой она получит после выполнения показываемого технологического перехода (переходов). При необходимости приводят виды, разрезы и сечения, которые позволяют показать все присоединяемые детали. Допускается упрощенное изображение сборочной единицы без прорисовывания деталей и конструктивных элементов, не относящихся к выполняемым переходам. Для всех деталей, собираемых на отображаемом переходе, проставляют позиции в соответствии со сборочным чертежом (рис. 35).
рис. 35. Операционный ТЭ для операции сборки Сборочная единица может быть отображена в произвольном масштабе с соблюдением пропорций. Сложные громоздкие изображения корпусов, оснований и т. п. следует показывать с применением обрывов (см. рис. 30). Сборочная единица на ТЭ должна быть представлена в рабочем положении, то есть в положении, которое она имеет, если смотреть на нее со стороны рабочего. В исключительных случаях допускается показывать сборочную единицу в другом положении. При этом над изображением должна быть приведена поясняющая надпись, например, «Повернуто на 90°». Так же, как на маршрутном эскизе указывают все обеспечиваемые посадки, параметры резьбовых соединений, линейные и угловые размеры, обеспечиваемые при выполнении перехода. Сборочный инструмент на операционном эскизе, как правило, не изображают. При необходимости для отображения особенностей выполняемого перехода допускается упрощенное изображение инструмента. Инструмент может быть отображен в произвольном масштабе, но с соблюдением пропорций относительно размеров заготовки. Стрелками показывают сборочные движения. Вращательное движение показывают дуговой стрелкой, прямолинейное движение – прямой стрелкой. Рядом со стрелками, указывающими рабочие движения, отображают обозначение сборочной силы (Р) или момента (М) и их числовых значений (см. рис. 35). На операционном эскизе изображают установочные и зажимные элементы приспособлений. Допускается упрощенное изображение установочных и зажимных элементов. Элементы приспособлений изображают с соблюдением пропорций относительно размеров сборочной единицы. При использовании изображений с обрывами допускается базирование и закрепление базового элемента не показывать. Табличную часть технологического эскиза используют для указания значений технологических режимов обработки или сборки. 3.4. Условные обозначения опор, зажимов и установочных устройств на технологических эскизахСхему базирования и закрепления заготовки на технологических эскизах показывают с помощью условных обозначений опор, зажимов и установочно-зажимных устройств. Обозначение опор, зажимов и установочно-зажимных устройств следует выполнять в соответствии с требованиями ГОСТ 3.1107-81 «Опоры, зажимы и установочные устройства. Графические обозначения». Условные обозначения опор на технологических эскизах приведены в Таблица 7. Таблица 7. Условные обозначения опор
Допускается обозначение подвижной, плавающей и регулируемой опор на видах сверху и снизу изображать как обозначение неподвижной опоры на аналогичных видах. Условные обозначения зажимов на технологических эскизах приведены Таблица 8. Таблица 8. Условные обозначения зажимов
Обозначение двойного зажима на виде спереди или сзади при совпадении точек приложения силы допускается изображать как обозначение одиночного зажима на аналогичных видах. Условные обозначения установочных устройств на технологических эскизах приведены в Таблица 9. Таблица 9. Условные обозначения установочных устройств
Центры на видах сверху и снизу не обозначают. Допускается обозначение опор и установочных устройств, кроме центров, наносить на выносных линиях соответствующих поверхностей. Установочно-зажимные устройства следует обозначать как сочетание обозначений установочных устройств и зажимов . При необходимости можно указать форму рабочей поверхности опор, зажимов и установочных устройств. Условные обозначения формы рабочей поверхности приведены в Таблица 10. Таблица 10. Обозначения формы рабочей поверхности
Обозначение форм рабочих поверхностей наносят слева от обозначения опоры, зажима или установочного устройства. Для указания рельефа рабочих поверхностей (рифленая, резьбовая, шлицевая и т. д.) опор, зажимов и установочных устройств следует применять обозначение в соответствии с чертежом. При использовании механизированных зажимов следует указывать их тип (Таблица 11). Таблица 11. Обозначение типов зажимных устройств
Количество точек приложения силы зажима к изделию, при необходимости, следует записывать справа от обозначения зажима (приложение 2, поз. 3). Допускается, при наличии нескольких проекций, на отдельных проекциях не указывать обозначения опор, зажимов и установочных устройств относительно изделия, если их положение однозначно определяется на одной проекции (приложение 2, поз. 2). Допускается несколько обозначений одноименных опор на каждом виде заменять одним, с обозначением их количества справа (приложение 2, поз. 2). Допускаются отклонения от размеров графических обозначений, указанных в табл. 1 – 4. Примеры условных обозначений опор, зажимов и установочных устройств и схем базирования и закрепления заготовки приведены в Таблица 12. Таблица 12. Примеры условных обозначений опор, зажимов и установочных устройств на технологических эскизах
Примеры отображения схем базирования и закрепления заготовки с использованием условных обозначений приведены в Таблица 13. Таблица 13. Примеры схем базирования и закрепления
4. Правила записи операций и переходов4.1. Обработка резаниемНумерацию операций следует выполнять числами ряда арифметической прогрессии (ГОСТ 3.1129-93), например 5; 10; 15; 20 и т. д. Допускается применять трехзначную нумерацию, например 005; 010; 015; 020 и т. д. или четырехзначную нумерацию, например 0005; 0010; 0015; 0020 и т. д. Промежуточные цифры, при необходимости, используют для нумерации операций, разрабатываемых дополнительно или взамен аннулированных, ввиду изменения чертежа, уточнения технологического процесса и т. п. Нумерация аннулированной операции не применяется. Например, в МК аннулирована операция 15 и вместо нее вводятся две другие операции: одной из них присваивается номер 16, другой 17, а номер 15 больше не применяется. Наименование операций обработки резанием должно отражать применяемый вид оборудования и записываться именем прилагательным в именительном падеже (за исключением операции «Галтовка»). Наименование операции следует записывать в соответствии с ГОСТ3.1702–79 (Таблица 14), например, «Токарно-винторезная», Ленточно-отрезная», «Доводочная» и т.д. Допускается использовать сокращенную форму записи, применяя только наименование группы операций, например, «Токарная», «Отрезная», Отделочная» и т.д. Таблица 14. Группы и наименования операций обработки резанием
При разработке технологических процессов, которые включают помимо операций обработки резанием прочие операции (термические, обработки давлением и др.), при указании наименования операции необходимо руководствоваться соответствующими нормативно-техническими документами. Номер и наименование операции заносят в строку А маршрутной карты и карты технологического процесса. Нумерацию установов следует выполнять русскими буквами в порядке возрастания, например А, Б, В и т.д. Нумерацию переходов следует выполнять арабскими цифрами в порядке возрастания, например 1, 2, 3 и т.д. Установы и переходы наименований не имеют. Указывают слово «Установ» («Переход») и его порядковый номер. После указания установа (перехода) следует ставить точку. Начало записи перехода следует начинать с прописной буквы. Номер установа (перехода) заносят в строку О соответствующих технологических документов (МК, ОК. КТП). Запись содержания операций следует выполнять в форме маршрутного или операционного описания. В содержании операции должны быть отражены все необходимые действия, выполняемые в технологической последовательности исполнителем или исполнителями, по обработке изделия или его составных частей на одном рабочем месте. В случае выполнения на данном рабочем месте прочих видов работ, выполняемых другими исполнителями, их действия также следует отражать в содержании операции. Например, при участии в выполнении операции исполнителей, осуществляющих технический контроль установки или измерение параметров обрабатываемого изделия, в тексте содержания операции следует указать: «Контроль ОТК» «Проверить выполнение пер. 1» и т. п. Запись о содержании операции (перехода) заносят в строку О соответствующих технологических документов (МК, ОК. КТП). Запись о содержании операции (перехода) начинают с ключевого слова, характеризующего метод обработки. Ключевое слово представляет собой глагол в неопределенной форме (например, «точить», «сверлить», «фрезеровать» и т. п.). При маршрутном описании операции допускается указывать в одном предложении несколько ключевых слов, характеризующих последовательность обработки изделия в данной операции (например, «сверлить, зенкеровать, развернуть»). Списки рекомендуемых ключевых слов технологических и вспомогательных переходов приведены в Таблица 15 и Таблица 16, соответственно. Таблица 15. Ключевые слова технологических переходов и их условные коды
Таблица 16. Ключевые слова вспомогательных переходов и их условные коды
После ключевого слова записывают информацию об обрабатываемой поверхности, конструктивном элементе или предмете производства (например, «цилиндр», «галтель», «заготовка» и т. п.). Список рекомендуемых терминов приведен в Таблица 17. Таблица 17. Наименования обрабатываемых поверхностей, конструктивных элементов, предметов производства и их условные коды
Перед наименованием обрабатываемого элемента может быть указана дополнительная информация об их числе (например, «2 паза», «3 фаски», «4 отверстия» и т.п.) и особенностях (например, «глухое отверстие», «шпоночный паз», «фасонную поверхность» и т.п.). Список рекомендуемых терминов для описания особенностей обрабатываемых элементов приведен в Таблица 18. Таблица 18. Дополнительная информация об особенностях обрабатываемых элементов и их условные коды
После информации об обрабатываемой поверхности или конструктивном элементе записывают информацию по размерам и их предельным отклонениям (например, «сверлить сквозное отверстие D = 10+02», «точить поверхность D = 32-0,15» и т.п.). При указании размера может использоваться словосочетание «выдерживая размер» или только слово «выдерживая», особенно при наличии нескольких размеров (например, «сверлить 4 сквозных отверстия, выдерживая D = 10+0,2, D = 40±0,05», «точить поверхность, выдерживая D = 32-0,15, L = 100 ± 0,5» и т.п.). При окончательной обработке или наличии технологического эскиза предельные отклонения размеров можно не указывать. При наличии технологического эскиза вместо размера может быть указано условное обозначение размера (например, «шлифовать поверхность, выдерживая размеры 1, 2 и 3», «сверлить отверстие 1, выдерживая размеры 1 и 2» и т.п.). Допускается не указывать условные обозначения длины, ширины, фаски (например, «расточить поверхность, выдерживая размеры D = 100+0,24, 40±0,2 и 1,5 ´ 45°»). В записи операции или перехода не рекомендуется указывать шероховатость обрабатываемых поверхностей. Такая информация при маршрутном описании имеется на чертеже детали, а при операционном описании указывается на КЭ или ОК, имеющей зону для графической иллюстрации. Допускается в тексте указывать информацию о шероховатости поверхности, если она относится к предварительно обрабатываемым поверхностям и не может быть указана на КЭ или ОК. Завершают запись о содержании операции (перехода) дополнительной информацией, характеризующей особенности процесса обработки (например, «предварительно», «одновременно», «по копиру» и т. п.). Список рекомендуемых терминов для описания особенности обработки приведен в Таблица 19. Таблица 19. Дополнительная информация об особенностях процесса обработки и их условные коды
Дополнительную информацию «Согласно чертежу» или «Согласно эскизу» применяют при неполном изложении информации в текстовой записи. Ссылки на указанные документы должны расширять требования по выполнению операции или перехода с указанием в них дополнительных требований, размеров, особых указаний и т. п. Например, «Протянуть поверхность 1, согласно эскизу»; Дополнительную информацию «Предварительно» или «Окончательно» применяют при предварительной или окончательной обработке поверхности или конструктивных элементов. Допускается для действий исполнителя, связанных с окончательной обработкой и получением соответствующих размеров согласно чертежу, термин «Окончательно» не указывать. Например, «Точить поверхности 1, 2, 3 и 4 предварительно. Точить поверхности 1, 2, З и 4». Дополнительную информацию «Последовательно» или «Одновременно» применяют при последовательной или одновременной обработке поверхностей или конструктивных элементов. Дополнительную информацию «По копиру», «По программе», «С подрезкой торца», «С подрезкой торцов», «По разметке» применяют только при маршрутном описании технологических операций. При записи содержания операции (перехода) допускается полная или сокращенная форма записи. Установление полной или сокращенной записи для каждого случая определяется разработчиком документов. Полную запись содержания операции следует выполнять при отсутствии графических изображений и для комплексного отражения всех действий, выполняемых исполнителем или исполнителями. Сокращенную запись следует выполнять при наличии графических изображений (технологических эскизов), которые достаточно полно отражают всю необходимую информацию по обработке резанием. В этом случае в записи содержания операции дополнительную информацию не указывают. Например. Полная запись: «Сверлить 4 сквозных отверстия с последующим зенкованием фасок, выдерживая d = 10 + 0,2, d = 40±0,05, УГОЛ = 90°±30' и 1x45° согласно чертежу». Сокращенная запись: «Сверлить 4 отв. d = 10+0,2, зенковать фаски 1х45° согласно чертежу». Полную запись содержания перехода следует выполнять при необходимости перечисления всех выдерживаемых размеров. Данная запись характерна для промежуточных переходов, не имеющих графических иллюстраций. В этом случае в записи содержания перехода следует указывать исполнительные размеры с их предельными отклонениями. Сокращенную запись следует выполнять при условии ссылки на условное обозначение конструктивного элемента обрабатываемого изделия. Данную запись выполняют при достаточной графической информации. Например. Полная запись: «Точить поверхность, выдерживая D = 40-0,34 и L = 100±0,6». Сокращенная запись: «Точить канавку 1». Запись вспомогательных переходов следует выполнять так же, как и технологических переходов. Запись вспомогательных переходов допускается не выполнять при маршрутном описании технологических операций и при операционном описании и применении карты эскизов (КЭ) или соответствующих операционных карт (ОК), имеющих место для графического изображения обрабатываемой заготовки с указанием условных обозначений применяемых баз и опор. При текстовой записи информации в документах следует применять допускаемые сокращения слов и словосочетаний в соответствии с Таблица 17 – Таблица 19. Примеры записи операций и переходов обработки резанием приведены в Таблица 20 [ГОСТ3.1702–79]. Таблица 20. Примеры записи операций и переходов обработки резанием
4.2. Слесарные и слесарно-сборочные операцииНумерацию операций, установов и переходов производят так же, как и для операций обработки резанием. Наименование операций следует записывать в документах в сокращенной или полной форме. При применении сокращенной формы наименование операции следует записывать именем существительным в именительном падеже. Исключение составляют такие наименования операций, как «Слесарная», «Сверлильная» и т.п. Полная запись наименования операций должна содержать сокращенную форму с указанием предметов производства, обрабатываемых поверхностей или конструктивных элементов. Например: «Шабровка направляющих поверхностей», «Запрессовывание шпилек». Наименование операции следует записывать в соответствии с ГОСТ3.1703–79 (Таблица 21). Таблица 21. Наименования слесарных и сборочных операций
При записи операции допускается применять обобщенное или конкретное наименование. Например, «Сборка», «Опиловка». Обобщенное наименование операций следует применять для операций, состоящих из нескольких переходов. Например, «Слесарная» операция, включающая выполнение таких переходов, как «Разметка», «Керновка», «Опиловка». Запись содержания операций следует выполнять в форме маршрутного или операционного описания. Маршрутное описание следует применять при разработке технологических процессов для обработки или сборки изделий без указания переходов и технологических режимов. Допускается применение комплектовочной карты (КК) при описании сборочных работ. Операционное описание следует выполнять на формах карт технологического процесса (КТП), карт типового технологического процесса (КТТП), ведомости деталей (сборочных единиц) к типовому технологическому процессу (операции) (ВТП), (ВТО) и операционных картах (ОК). При разработке технологического процесса на слесарные или сборочные работы, включающие несколько видов выполняемых работ (обработка резанием, холодная штамповка и др.), технологическую документацию следует применять из состава документов по данному виду работы. В целях исключения текстовой записи вспомогательных переходов при базировании и закреплении следует применять технологические эскизы с указанием условных обозначений опор и зажимов. Запись о содержании операции (перехода) начинают с ключевого слова, характеризующего метод сборки изделия. Ключевое слово представляет собой глагол в неопределенной форме (например, «притереть», «развальцевать», «собрать» и т. п.). При маршрутном описании операции допускается указывать в одном предложении несколько ключевых слов, характеризующих последовательность сборки изделия в данной операции (например, «отрезать, опилить, притереть»). Списки рекомендуемых ключевых слов технологических и вспомогательных переходов приведены в Таблица 22. Таблица 22. Ключевые слова технологических переходов слесарных и сборочных операций си их условные коды
После ключевого слова записывают информацию об обрабатываемой поверхности, конструктивном элементе или предмете производства (например, «лыска», «деталь», «заготовка» и т. п.). Список рекомендуемых терминов приведен в Таблица 23. Таблица 23. Наименования обрабатываемых поверхностей, конструктивных элементов, предметов производства и их условные коды
Перед наименованием обрабатываемого элемента может быть указана дополнительная информация об их числе (например, «2 поверхности», «3 фаски», «4 детали» и т.п.). После информации об обрабатываемой поверхности или конструктивном элементе записывают информацию по размерам, их предельным отклонениям и другим требованиям. При указании размера может использоваться словосочетание «выдерживая размер» или только слово «выдерживая», особенно при наличии нескольких размеров («Опилить заготовку, выдерживая размеры L = 55 ± 0,1, b = 30 + 0,1, обеспечивая параллельность плоскостей 0,05»). При окончательной обработке или наличии технологического эскиза предельные отклонения размеров можно не указывать. При наличии технологического эскиза вместо размера может быть указано условное обозначение размера (например, «Опилить заготовку, выдерживая размеры 1 и 2» и т.п.). Завершают запись о содержании операции (перехода) дополнительной информацией, характеризующей особенности процесса слесарной обработки и сборки (например, «по разметке», «обеспечивая герметичность», «по шаблону» и т. п.). Список рекомендуемых терминов для описания особенности приведен в Таблица 24. Таблица 24. Дополнительная информация об особенностях процесса слесарной обработки и сборки и их условные коды
При проектировании технологических процессов допускается полная и сокращенная формы записи содержания операции и перехода. При отсутствии графического материала в полной записи содержания операции и перехода следует указывать размеры или другую дополнительную информацию. При наличии графического материала в сокращенной записи содержания операции (перехода) следует указывать условные обозначения обрабатываемых поверхностей, например «Опилить поверхности 1 и 2». Примеры записи операций и переходов приведены в Таблица 25 Таблица 25. Примеры записи операций и переходов слесарной обработки и сборки
4.3. Правила записи информации о технологических режимахИнформацию о технологических режимах указывают при операционном описании технологических процессов после записи информации о технологической оснастке. Запись параметров технологических режимов выполняют: · в соответствующих графах, предусмотренных формами документов; · на отдельных строках с привязкой к служебному символу «Р» и одновременным указанием данных по технологическим режимам и их параметрам; · на строках, где выполняют запись содержания технологических переходов с привязкой к служебному символу «О». При применении специализированных форм документов, предусматривающих соответствующие графы для указания технологических режимов, запись значения их параметров, как правило, выполняют с новой строки с привязкой к служебному символу «Р». В этом случае обозначения соответствующих единиц величин записывать в строках, где указывают параметры режимов. При условии указания данных только по двум-трем параметрам допускается такую информацию записывать после текста содержания перехода. При невозможности размещения информации по технологическим режимам на одной строке, ее допускается переносить на последующую строку (последующие строки). Запись данных по технологическим режимам следует выполнять через разделительный знак точка с запятой «;». В Таблица 26 приведен примерный состав условных обозначений данных технологических режимов, применяемых в документах при операционном описании технологических процессов. Таблица 26. Перечень условных обозначений наиболее часто встречаемых данных, используемых при записи информации по технологическим режимам.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|